
Der angemessene Grad von Autonomie in Cyber-Physischen Produktionssystemen
Existierende Fabriken weisen häufig hierarchische Strukturen bei Entscheidungsfindung und Steuerung auf. Cyber-Physische Systeme ermöglichen es prinzipiell, den Grad an Autonomie bei Entscheidungsfindung und Steuerung zu erhöhen. Unklar ist allerdings bisher weitgehend, bis zu welchem Grad Autonomie tatsächlich nützlich ist. Dieser Beitrag differenziert unterschiedliche Definitionen von Autonomie und Ansätze, diese zu erreichen. Erste experimentelle Erkenntnisse in einer Laborumgebung helfen, die aufgestellten Fragen zu beantworten.
Die gegenwärtig genutzten Produktionssysteme sind dynamische Systeme, die durch viele Maschinen und eine große Zahl unterschiedlicher Produkte gekennzeichnet sind. Aufgrund einzelner Ereignisse wie Maschinenschäden, Reparaturen, oder Nachfrageschwankungen sind Produktionssysteme heute nicht vollständig vorhersagbare Systeme. Eine wesentliche Steuerungsprämisse muss es sein, zügig auf ungeplante Ereignisse reagieren und negative Einwirkungen potenziell minimieren zu können. Das daraus entstehende Steuerungsproblem ist außerordentlich komplex. Traditionelle Ansätze versuchen, das Komplexitäts
problem mit unterschiedlich strukturierten hierarchischen Planungsansätzen zu lösen, obwohl zumeist nicht genügend Rechen- bzw. Reaktionszeit zur Verfügung steht.
Mit dem Aufkommen Cyber-Physischer Systeme in der Fabrik ist es nun möglich, eine gewisse Anzahl von Entscheidungen auf die Ebene der Fabrikelemente zu delegieren. Damit kann es möglich werden, die Komplexität des Planungsproblems zu reduzieren und die Fähigkeit der Fabrik zu erhöhen, auf Störungen zu reagieren. Unbekannt ist derzeit noch, bis zu welchem Grad die Entscheidungskompetenz an autonome Subsysteme eines Produktionssystems gegeben werden kann.
Cyber-Physische Systeme sind softwareintensive Informationssysteme, die in Hightech-Produkte und Komponenten eingebettet sind und über digitale Netzwerke mit anderen Systemen verbunden sind [1, 2]. Dies erlaubt eine globale Nutzung der von ihnen erzeugten Daten und Zugriff auf benötigte bzw. angebotene Dienste.
Cyber-Physische Systeme können durch multimodale Mensch-Computer-Interfaces gesteuert werden. Die physikalische Welt ist über Cyber-Physische Systeme nahtlos mit der IT-Welt zu einem Internet der Dinge, Dienste und Daten verbunden [3].
Die wesentlichen Effekte, die durch Cyber-Physische Systeme erreicht werden können, sind die Möglichkeit, ein globales Netzwerk von Fabriken aufzuspannen, auch unter Berücksichtigung unterschiedlicher Betreiber, neue Prozessorganisationen einzuführen und eine zunehmende Wandlungsfähigkeit bei Veränderungen auf Märkten und in Lieferketten [4]. Die Effekte von Cyber-Physischen Systemen auf Produktionssysteme sind in Bild 1 dargestellt.
Diese Effekte betreffen die technische, organisatorische und menschliche Dimension von Produktionssystemen und wirken gegenseitig aufeinander. Wandlungsfähigkeit als erstrebenswerte Eigenschaft von Produktionssystemen [5] wird dabei z. B. erreicht durch Selbstkonfi guration, Selbstwartung und weitere sogenannte Self-X-Funktionen, die durch Cyber-Physische Systeme ausgeführt werden. Steigt der Grad an Selbstorganisation in der Fabrik, führt dies zu einer abnehmenden Bedeutung hierarchischer Planungs- und Steuerungsansätze (Bild 2).
Viele Unternehmen benutzen heute lediglich ein ERP-System für die Planung und zu einem gewissen Anteil auch für die Steuerung des Fertigungsprozesses. Jeder Auftrag wird ausgedruckt und mit Fortschrittsinformationen auf seinem Weg durch die Fertigung angereichert.
Die Aufgabenverteilung wird sich in Zukunft zwischen Mitarbeitern in der Fabrik und Cyber-Physischen Systemen ändern. Cyber-Physische Systeme übernehmen Routineaufgaben und damit zusammenhängende Entscheidungen. Menschliche Arbeiter greifen nur noch bei schweren Störungen ein. Wenn eine bessere Reaktion des Produktionssystems möglich ist, verlieren zeitlich vorher liegende Planungsaufgaben an Bedeutung. Wenn mehr Einheiten in der Fabrik ihr Verhalten autonom koordinieren können, werden weniger zentrale Planungsansätze benötigt. Derzeit können noch nicht alle Konsequenzen dieser Entwicklung vorhergesehen werden. Allerdings kann es wahrscheinlich sein, dass einige bisherige Basisprinzipien der Planung von Produktionssystemen ihre Gültigkeit verlieren.
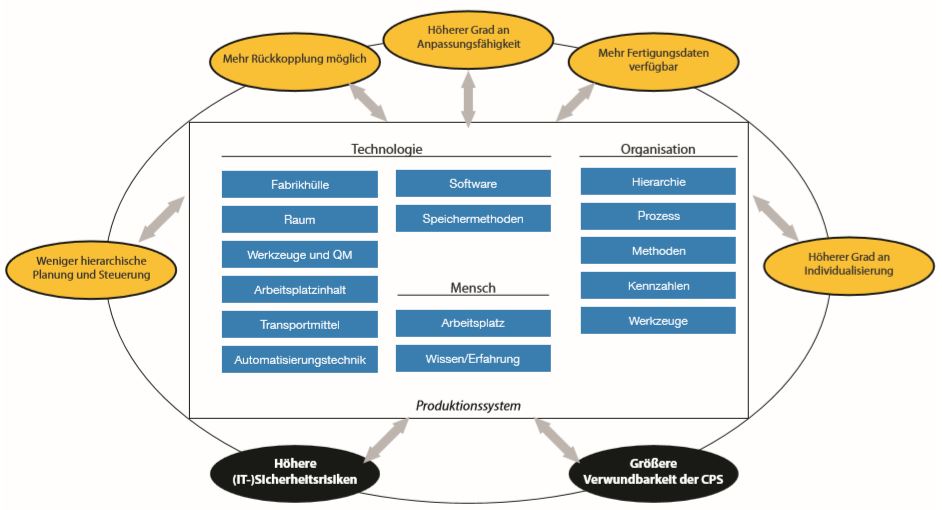
Bild 1: Effekte von CPS auf Produktionssysteme [3].
Autonomie und Möglichkeiten zur Messung
Es gibt unterschiedliche Möglichkeiten, Autonomie zu beschreiben und zu messen [6, 7].
Grundsätzlich ist Autonomie anzusehen als die Fähigkeit einer Einheit, ihre eigenen Handlungen zu strukturieren und ihre Umgebung unabhängig und ohne ungewünschten Einfluss von außen zu beeinflussen. Verfahren, Autonomie zu messen, existieren heute im Wesentlichen im Bereich von Medizin und Psychologie. In der künstlichen Intelligenz wurden autonome Agenten entwickelt, die Ziele unabhängig von den Zielen anderer Agenten verfolgen [8]. Ein autonomer Agent hat die Kontrolle über seinen internen Zustand und sein Verhalten [9].
Diese Definitionen von Autonomie können nicht ohne Weiteres auf Produktionssysteme angewendet werden. In diesem Beitrag wird kurz auf zwei Ansätze, Autonomie eines Produktionssystems zu definieren, eingegangen. Es handelt sich um einen deskriptiven Ansatz und eine Simulation auf der Basis von Marktverhalten.
Autonomie liegt vor, wenn das autonome Element in der Lage ist, einen bestimmten Stil der Entscheidungsfindung und des Verhaltens in einer agentenbasierten Organisation auszuwählen. Zur Koordination einer Agentenumgebung gibt es verschiedene Konzepte von einer emergenten Koordination, wo die Akteure autonom sind und die Koordination implizit erfolgt, bis hin zur expliziten Koordination wie in hierarchischen Organisationen, wo die Akteure keine Entscheidungsautonomie haben, sondern lediglich den Anweisungen ihrer Vorgesetzten folgen. Im Kontext von logistischen Prozessen beschreibt autonome Steuerung, Abläufe dezentralisierter Entscheidungsfindung in sogenannten heterarchischen Strukturen. Dazu sind in Verbindung stehende Elemente erforderlich, die die Fähigkeit besitzen, Entscheidungen unabhängig voneinander zu treffen. Das Ziel autonomer Kontrolle ist es, die Robustheit und das positive Systemverhalten zu verbessern, im Wesentlichen um mit der Dynamik und Komplexität solcher Systeme besser umgehen zu können [10]. Autonomie in Produktionssystemen hat in den letzten Jahren deutlich an Bedeutung gewonnen, weil Objekte wie Halbfertigprodukte, Maschinen, Werkzeuge oder Transportmittel heutzutage durch Cyber-Physische Systeme grundsätzlich in der Lage sind, Informationen zu verarbeiten, Entscheidungen vorzubereiten und auszuführen [11, 12]. Dies stellt eine wichtige Fähigkeit eines Produktionssystems für Industrie 4.0 oder Smart Production dar.
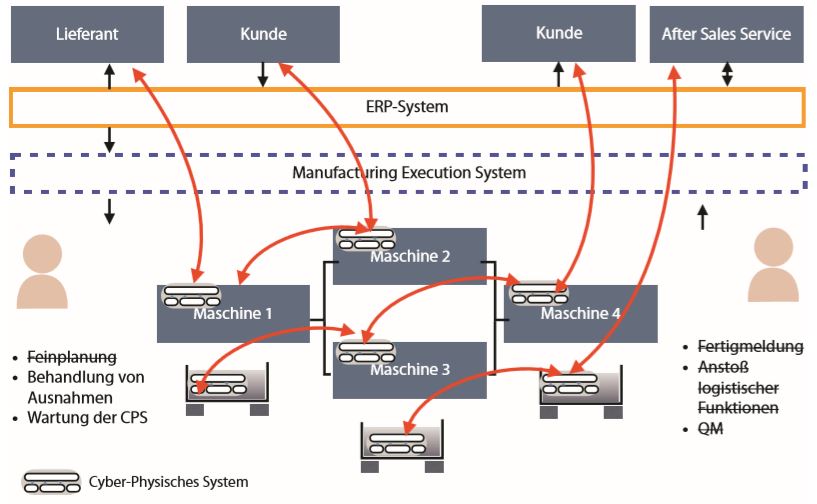
Bild 2: Abnehmende Bedeutung hierarchischer Planungs- und Steuerungsansätze [3].
Stand der Forschung
In der Literatur gibt es mehrere Ansätze, die sich mit Autonomie in Produktionssystemen auseinandersetzen. Diese können danach charakterisiert werden, ob ein einzelnes Element des Produktionssystems, ein Subsystem (z. B. das logistische System), eine Gruppe ähnlicher Elemente (Mitarbeiter, Maschinen) oder das Produktionssystem als ganzes untersucht wird. Einige Ansätze leiten die Anforderung an Autonomie nicht aus der Nachfrage durch die Merkmale des Produktionssystems ab, sondern aus Eigenschaften desselben. Andere Ansätze machen nicht deutlich, woher die Autonomie kommt. Eine Messung der Autonomie im engeren Sinne findet nicht statt, höchstens eine Einschätzung, ob Autonomie vorhanden ist oder nicht.
Scholz-Reiter et al. [13] sieht Autonomie als Vorteil zur Steuerung komplexer logistischer Systeme an, wenn die logistische Zielerreichung noch nicht maximal ist. Dashkovskiy et al. [14] modellieren autonomes Verhalten in einem Produktionsnetzwerk, um wachsende Warteschlagen zu vermeiden. Windt et al. [15] beschreiben Kriterien, wie autonome Steuerung in einem Logistiknetz steigen kann. Armbruster et al. [16] entwickelte einen Ansatz, Produktionsnetze mit einem pheromonbasierten Modell zu steuern. Karimi et al. [17] zeigen, wie autonome Entscheidungsfindung das lokale Kapazitätsangebot in großen Produktionsnetzen steuern kann.
Ein früher Ansatz stellt die Einführung von Multi-Agenten-Systemen (MAS) dar, die das Verhalten der einzelnen Elemente des Produktionssystems abbilden [18]. MAS können als Vorläufer der heutigen Cyber-Physischen Systeme angesehen werden, sie weisen allerdings keine Aktoren auf und stellen lediglich eine abstrakte Repräsentation dar, nicht die realen Elemente des Produktionssystems.
Bild 3 zeigt deutlich, dass ein Vergleich von Angebot und Nachfrage nach Autonomie, um das angemessene Maß an Autonomie in einem Pro
duktionssystem zu ermitteln, noch nicht durchgeführt wurde.
Die Forschung zu Agenten kann nicht vollständig auf Produktionssysteme übertragen werden, weil in Produktionssystemen unterschiedliche Arten von Agenten vorliegen: solche, die keine Autonomie haben, Systemelemente, die eine gewisse Autonomie haben und solche, die einen hohen Grad an Autonomie haben. Daher muss anstelle eines gesamthaften Absatzes des optimalen Grades von Autonomie für das gesamte Produktionssystem eine spezialisierte Berechnung für unterschiedliche Einheiten erfolgen.
Bild 4 zeigt den hier vorgeschlagenen Ansatz, ausgehend von einer Bedarfs- und Nachfragesituation einen passenden Autonomieansatz zu wählen. Der optimale Grad an Autonomie kann daher ermittelt werden durch den Vergleich des mindestens benötigten Grades von Autonomie mit dem derzeit zur Verfügung gestellten Grad an Autonomie des Produktionssystems. Für die Berechnung des aktuell verfügbaren Grades an Autonomie kann z. B. der deskriptive oder der marktbasierte Ansatz verwendet werden.
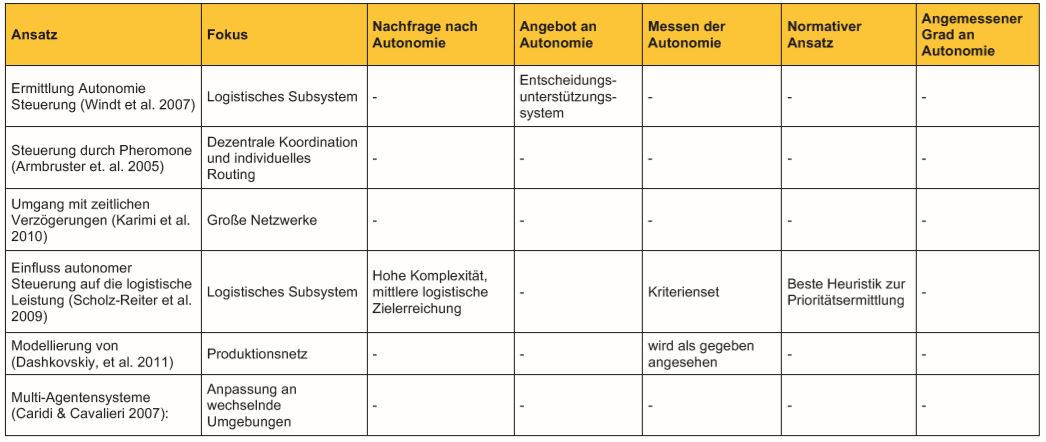
Bild 3: Forschungsansätze zu Autonomie in Produktionssystemen.
Deskriptive Ermittlung der Autonomie
Ein sogenannter Autonomieindex [19] spezifiziert im deskriptiven Ansatz den Grad an Autonomie, der im Produktionssystem verwendet wird. Der Begriff wurde auf der Basis des Begriffs Lean Index gewählt, der bei der Wertstromanalyse verwendet wird [20].
Autonomie in Produktionssystemen kann auf drei Ebenen stattfinden: auf der Automatisierungsebene, durch Hardware realisiert, auf der Produktionsplanungs- und Steuerungsebene, durch Software, und in der gesamten Fabrik sowie darüber hinaus durch den Menschen [15]. In Anlehnung an andere Mehrebenenmodelle der Fabrikautomatisierung wird der Autonomieindex für jede dieser drei Ebenen berechnet. Zwei weitere Kennzahlen werden genutzt, um die Autonomie eines Produktionssystems detaillierter zu beschreiben, der Interaktionsindex und der Kommunikationsindex.
Der Interaktionsindex beschreibt den Anteil autonomer Prozessschritte mit der Hilfe von Akteuren, die auf dem gleichen Level kommunizieren im Verhältnis zur Gesamtzahl der Prozessschritte auf dieser Ebene. Je höher der Interaktionsindex, umso mehr Interaktion findet zwischen den Akteuren der selben Ebene statt (Automatisierung, Software, Menschen).
Der Kommunikationsindex beschreibt den Anteil autonomer Prozessschritte, die mit der Hilfe von Kommunikation von Akteuren einer Ebene mit einer darunter liegenden Ebene ausgeführt werden im Verhältnis zur Gesamtzahl der Prozessschritte, die auf dieser Ebene ausgeführt werden. Der Kommunikationsindex zeigt an, welche autonomen Prozessschritte Hilfe von anderen Ebenen benötigen um autonome Entscheidungen zu treffen. Der Autonomieindex AI beschreibt schließlich das Verhältnis zwischen den autonomen Prozessschritten und der Gesamtzahl an Prozessschritten.
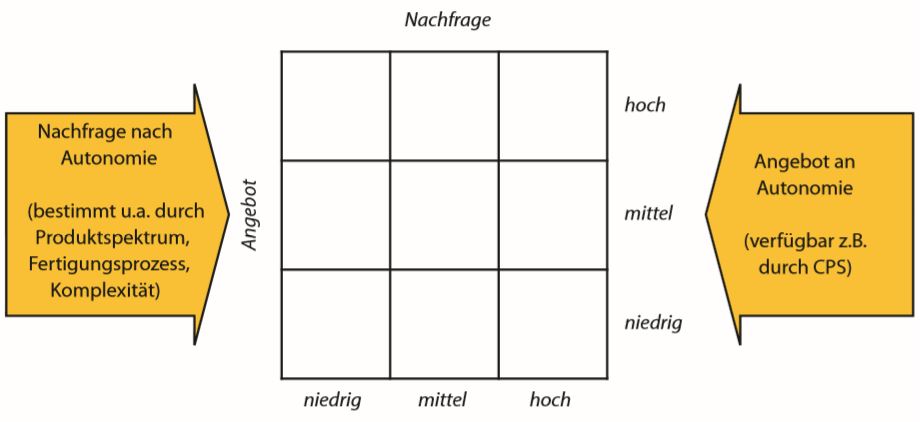
Bild 4: Bestimmung des notwendigen Grades an Autonomie.
Autonomie als das Ergebnis von Marktaktionen
Der Marktansatz [15] basiert auf einem abstrakten Verständnis eines Cyber-Physischen Systems und dessen Autonomie. Das Cyber-Physische System handelt vollständig autonom, wenn es vollständig selbstbestimmt entscheidet. Dann ist der Grad an Autonomie 100 %. Wenn die Entscheidungen des Cyber-Physischen Systems vollständig durch Dritte bestimmt sind, ist sein Autonomiegrad gleich 0 %. Cyber-Physische Systeme werden nun als Teilnehmer an einem Cyber-Physischen Markt interpretiert, auf dem jedes CPS mit seiner Umgebung in Beziehung tritt. Ein CPS kann ein Werkstück sein, eine Maschine, ein Arbeitsplatz oder ein Logistikelement. Sogar Mitarbeiter können als Cyber-Physische Systeme angesehen werden, wenn sie in den Informationsfluss und in die Entscheidungen im Produktionssystem einbezogen sind, zum Beispiel durch ein Tablet oder Smart devices. Die Ähnlichkeit zu realen Marktmechanismen, z. B. bei Gleichgewichtsbedingungen, kann genutzt werden, um den Grad an Autonomie für jedes Element des Produktionssystems zu bestimmen. Eine ausführlichere Erläuterung des Ansatzes findet sich in [15].
Der angemessene Grad an Autonomie
Auf der Nachfrageseite wird der notwendige Grad an Autonomie berechnet, in dem die typischen Eigenschaften von Produktionssystemen betrachtet werden.
Ein hoher Koordinationsbedarf und eine dynamische Veränderung von Anforderungen während der Fertigung führen zu einem höheren Bedarf an Autonomie, während ein geringer Koordinationsbedarf und sehr gut vorhersagbare Anforderungen zu einem niedrigen Bedarf an Autonomie führen. In Bild 5 sind dazu zwei Fallstudien dargestellt. Fallstudie 1 zeigt die Anforderungen an Autonomie einer Fabrik für künstliche Kniegelenke, während Fallstudie 2 eine Montagefabrik für Traktoren darstellt.
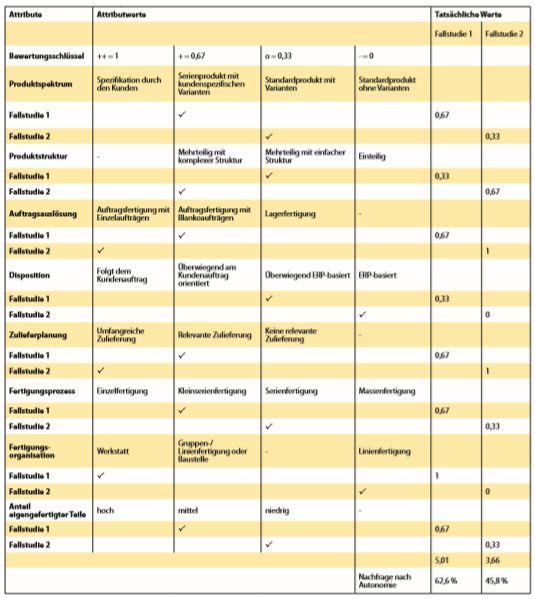
Bild 5: Fallstudien zur Ermittlung des Grades an Autonomie.
Diskussion der Ergebnisse
Beide Fallstudien benötigen unterschiedliche Grade an Autonomie. Die Ausgestaltung des jeweiligen Produktionssystems ist unterschiedlich: In Fallstudie 1 kann das Produktionssystem von der autonomen Ausführung von Arbeitsaufträgen durchaus profitieren. Speziell dieser Punkt ist im Produktionssystem aus Fallstudie 2 irrelevant, während dort ein Einsatzbereich für Autonomie auf der Vormontage von Baugruppen und in einem kundenspezifischen Auftragsprozess liegen könnte. In Fallstudie 2 wird die Losgröße 1-Montage durch eine sehr lange Frozen Time erreicht, in der die Aufträge nicht mehr geändert werden können. Es wird angenommen, dass Verbesserungen im Autonomiegrad zu einer wesentlich kürzeren Frozen Time führen können. Hier kann insbesondere der Marktansatz der Autonomie genutzt werden, um das Pareto-Optimum für eine gegebene Marktsituation zu finden.
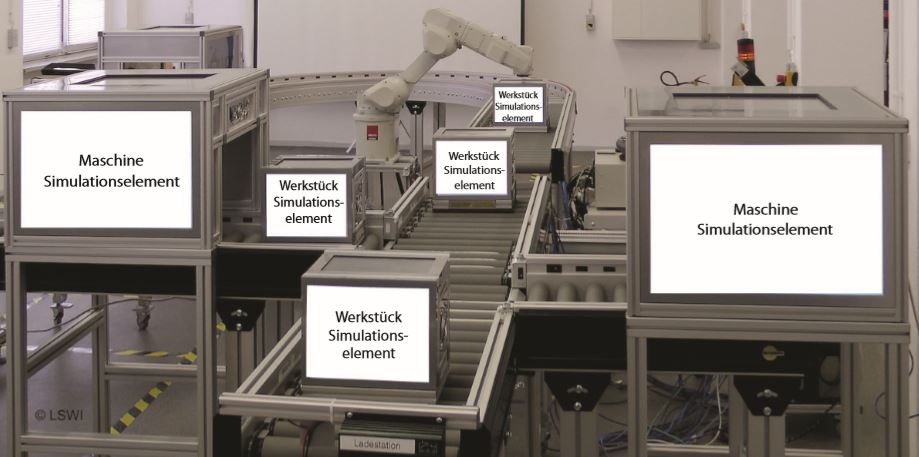
Bild 6: Ansicht der hybriden Simulationsumgebung.
Validierung des Ansatzes
Der Ansatz in diesem Beitrag basiert auf Annahmen. In den meisten Fällen kann die Autonomie von Produktionselementen in gegebenen Produktionssystemen nicht wirklich im Nachhinein beeinflusst werden. Daher ist eine Simulationsumgebung nützlich, in der realistische Fertigungs- und Montageprozesse getestet werden können, in denen Cyber-Physische Systeme mit frei einsetzbaren Autonomiegraden verwendet werden. Aus dieser Anforderung heraus ist das Forschung- und Anwendungszentrum Industrie 4.0 in Potsdam entstanden, mit dem diese Ansätze überprüft werden können.
Die Simulationsumgebung [16, 17] besteht aus einer Mischung aus physischen und computerbasierten Modellen. Die wesentlichen Komponenten sind mobile Werkstückdemonstratoren und statische Maschinendemonstratoren, die durch individuell ansteuerbare Rollenbahnen verbunden sind. Die Demonstratoren sind fähig, auf sehr verschiedene Art und Weise miteinander zusammenzuarbeiten und somit die unterschiedlichen Ansätze der Autonomie darzustellen. Das Transportsystem ermöglicht eine aufwandsarme Integration aktueller Hardwarekomponenten in das System. Das Fabrikbetriebsystem in den Demonstratoren ist vorbereitet für eine schnelle Integration von Sensoren und anderen neuen Möglichkeiten, die Standardkommunikationsprotokolle zu benutzen [18]. Das System ermöglicht die Integration unterschiedlicher Hardwarekomponenten ohne den grundsätzlichen Aufbau ändern zu müssen. Bild 6 zeigt ein Beispiel der hybriden Simulationsumgebung, die aus stationären Einheiten für Maschinen und mobilen Einheiten für Werkstücke oder Werkstückträger besteht. Der Grad an Autonomie aller Elemente des Produktionssystems kann von 0 zu vollständig autonomen Verhalten kontrolliert werden.
Ausblick und weitere Forschungsvorhaben
Es ist möglich, den notwendigen Grad an Autonomie für ein Produktionssystem zu berechnen und grob simulativ die Richtigkeit der Berechnung unter Beweis zu stellen. Dennoch werden einige weitere Forschungsvorhaben benötigt. Die Einflüsse z. B. von Sensoren, Kommunikationseinrichtungen, Umgang mit Störungen und kontinuierlicher Verbesserung auf Bedarf und Angebot an Autonomie müssen deutlich differenzierter untersucht werden. Es müssen weitere Simulationsexperimente durchgeführt werden, um beispielsweise das Marktmodell mit realitätsnäheren Parametern auszurüsten. Kooperative Planungsansätze, die auf unterschiedlichen CPS Entscheidungsstrategien basieren und Kombination zwischen diesen müssen visualisiert werden, um den optimalen Grad an Autonomie transparent machen zu können.
Sicherlich existieren weitere Optimierungsgebiete und Einflussfaktoren. Unabhängig davon wird aber die Transformation traditioneller Produktionssysteme zu optimalen Cyber-Physischen Produktionssystemen immer von der spezifischen Situation eines Produktionssystems abhängen, was die Bedeutung eines systematischen Ansatzes und realitätsnaher Testläufe unterstreicht.
Schlüsselwörter:
Autonomie, Produktionssystem, Berechnungsverfahren, Cyber-Physisches System, SimulationLiteratur:
[1] ten Hompel, M.; Liekenbrock, D.: Autonome Objekte und selbst organisierende Systeme. Anwendung neuer Steuerungsmethoden in der Intralogistik. In: Industrie Management 21 (2005) 4, S. 15-18.
[2] Veigt, M.: Entwicklung eines Cyber-Physischen LogistiksystemS. In: Industrie Management 29 (2013) 1, S. 15-18.
[3] Gronau, N.: Der Einfluss von Cyber-Physical Systems auf die Gestaltung von Produktionssystemen, Industrie Management 31 (2015) 3, S. 16-20. [4] acatech (ed.): Cyber-Physische Systeme. Innovationsmotor für Mobilität, Gesundheit, Energie und Produktion (acatech POSITION). Heidelberg 2011.
[5] Gronau, N.: Wandlungsfähigkeit in Produktion und Logistik, Productivity Management 2 (2014), S. 23-26.
[6] Gronau, N.; Theuer, H.: Determination of the optimal degree of autonomy in a cyber-physical production system. Procedia CIRP 57 (2016), S. 110-115.
[7] Gronau, N.: Determinants of an Appropriate Degree of Autonomy in a Cyber-physical Production System. Procedia CIRP 52 (2016), S. 1-5.
[8] Luck, M.; d’Inverno, M.: A Formal Framework for Agency and Autonomy. In: Procs First International Conference on Multi-Agent Systems. AAAI 1995.
[9] van der Vecht, B.: A Dynamic Coordination Mechanism Using Adjustable Autonomy. In: Sichman, J.; Noriega, P.; Padget, J.; Ossowski, S. (Hrsg): International Workshops on Coordination, Organizations, Institutions, and Norms in Agent Systems III, COIN 2007: COIN@AAMAS 2007 and COIN@MALLOW 2007, 3-4 September 2007, Durham., S. 83-96.
[10] Windt, K.: Autonomy in production logistics: Identification, characterization and application. Robot Comput Integr Manuf (2007), doi:10.1016/j. rcim.2007.07.008.
[11] Gronau, N.; Theuer, H.: Industrie 4.0 in Europa – Ein Vergleich Europäischer Initiativen In: Industrie Management 5 (2015), S. 31-34.
[12] Hülsmann, M.; Windt, K.: Understanding Autonomous Cooperation and Control in LogisticS. Berlin Heidelberg 2007.
[13] Scholz-Reiter, B., Görges, M., & Philipp, T. (2009). Autonomously controlled production systems — Influence of autonomous control level on logistic performance. CIRP annals 58.1 (2009): 395-398.
[14] Dashkovskiy et al. 2011: Modeling and stability analysis of autonomously controlled production networks. In: Logist. Res. (2011) 3:145–157 DOI 10.1007/s12159-0110049-6
[15] Windt K, et al. Autonomy in production logistics: Identification, characterisation and application. Robot Comput Integr Manuf (2007), doi:10.1016/j. rcim.2007.07.008
[16] Armbruster, D., et al. “Autonomous control of production networks using a pheromone approach.” Physica A: Statistical Mechanics and its applications 363.1 (2006): 104-114.
[17] Karimi, Hamid Reza, Neil A. Duffie, and Sergey Dashkovskiy. “Local Capacity H∞ Control for Production Networks of Autonomous Work Systems With Time-Varying Delays.” IEEE Transactions on Automation Science and Engineering 7.4 (2010): 849857.
[18] Caridi, M. & Cavalieri, S. (2004) Multi-agent systems in production planning and control: an overview, Production Planning and Control, 15:2, 106-118, DOI: 10.1080/ 09537280410001662556
[19] Theuer, H.; Gronau, N.; Lass, S.: The Impact of Autonomy on Lean Manufacturing Systems. In: Proceedings of the 23rd International Conference on Flexible & Intelligent Manufacturing (FAIM 2013). Porto 2013.
[20] Rother, M.; Shook, J.: Learning to See: Value Stream Mapping to Add Value and Eliminate MUDA. Lean Enterprise Institute Cambridge 1999.
[21] Gronau, N.; Grum, M.; Bender, B.: Determining the optimal level of autonomy in cyber-physical production systemS. Industrial Informatics (INDIN), 2016 IEEE 14th International Conference on. IEEE 2016.
[22] Lass, S.; Theuer, H.; Gronau, N.: A New Approach for Simulation and Modeling of Autonomous Production ProcesseS. In: Proceedings of the 45th Hawaii International Conference on System Sciences (HICSS 2012). Maui, Hawaii 2012.
[23] Gronau, N.; Theuer, H.; Lass, S.: Evaluation of Production Processes using Hybrid Simulation. In: Windt, K. (Hrsg): Robust Manufacturing Control, Lecture Notes in Production Engineering. Berlin Heidelberg 2013.
[24] Lass, S.: Simulationskonzept zur Nutzenvalidierung cyber-physischer Systeme in komplexen Fabrikumgebungen. PhD thesis Potsdam University 2017.